RTE Branchen-Lösungen und Referenzprojekte
Serienüberwachung
Inline Eigenfrequenzvermessung an Bremsscheiben
Der Trend zu EF Vermessung von Bremsscheiben und Bremskomponenten hat RTE veranlasst für diesen Bedarf neue Industrielösungen als Standard zum universellen Einsatz in der Industrie zu entwickeln. Die neue vollautomatische Inline Anlage für Bremsscheiben ermöglicht die Verarbeitung von Bremsscheiben Durchmessern von 230 bis 480 mm. Die Anlage kann sowohl für einen einzelnen Bremsscheiben Typ eingerichtet werden als auch für den Mischbetrieb. Die vollautomatische Typerkennung und Verstellung der typgerechten Aufnahme erfolgt in wenigen Sekunden. Taktzeiten von unter 10 Sekunden lassen sich damit in der Serienfertigung umsetzen.
Material- und Gefügeprüfung
Steine sind von Natur aus hart und widerstandsfähig. Werden Steine in Industrieanlagen eingesetzt, müssen sie zusätzliche Eigenschaften besitzen. Schamottesteine z. B. werden für den Hochtemperatur-Einsatz gefertigt. Diese Steine müssen hohe Qualitätsansprüche erfüllen und die Fehlerfreiheit ist somit zu gewährleisten. Die akustische Materialprüfung kann hier die geforderte Qualitätssicherung ermöglichen.
Es ist allerdings immer eine ausgiebige Bemusterung erforderlich, um alle Einflussfaktoren zu ermitteln und die erforderlichen Prüfmerkmale zu erarbeiten. Die unterschiedlichen Brenn- und Materialchargen lassen sich akustisch gut voneinander trennen. Die möglichen Fehler (Risse/Gefüge) können detektiert werden, wenn auch die Einflüsse kompensiert werden. Es lässt sich ein robustes Prüfsystem aufsetzen, das die die definierten Fehler detektiert.
Zahnradpumpen
Getriebe, Antriebe und insbesondere Zahnradpumpen müssen eine Qualitätskontrolle durchlaufen, um Probleme beim Anwender zu vermeiden. Hierbei geht es um Fehler an den Lagern, der Verzahnung und auch um Unwucht. Mittels der akustischen Geräusch- und Vibrationsprüfung können diese Fehler detektiert werden. SonicTC.NVH bietet für diese Analysen und Prüfungen die geeigneten Methoden und Funktionen.
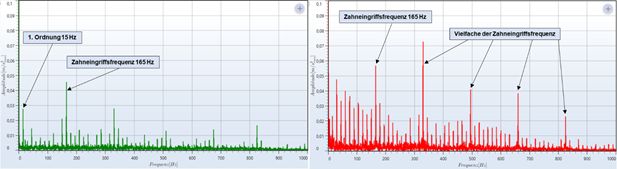
In dem hier gezeigten Beispiel, handelt es sich um das Ergebnis einer Schwingungsmessung mit Beschleunigungssensor an einer Zahnradpumpe.
Durch die Analyse des Modulationsspektrums ist es mit der Prüfsoftware SonicTC.NVH möglich, fehlerhafte Zahnräder (z.B. Macken am Zahn) als NIO-Teile sicher zu detektieren.
Im unten gezeigten Modulationsspektrum, zeigt das Gutteil (grün) kaum Auffälligkeiten. Gut erkennbar ist die erste Ordnung bei 15 Hz und die Zahneingriffsfrequenz bei 165 Hz. Das Schlechtteil mit defektem Zahn (rot) zeigt im Spektrum Auffälligkeiten, obwohl der Fehler nicht sehr groß ist.
Diese Auffälligkeiten sind charakterisiert durch die deutliche Ausprägung von Seitenbändern, sowie durch die Vielfachen der Zahneingriffsfrequenz. Defekte Zahnräder erzeugen zusätzliche Modulationsfrequenzen (Δf=15 Hz). Die deutlich ausgeprägten Seitenbänder liegen zum einen links (30Hz-150Hz = unteres Seitenband) und rechts (180Hz-315Hz = oberes Seitenband) von der Zahneingriffsfrequenz (Trägerfrequenz).
Rissüberwachung im Montageprozess
Fertigungsfehler, wie z.B. Rissbildungen, machen sich häufig schon während des Fertigungs- oder Montagevorgangs akustisch bemerkbar. Mitarbeiter sind oft in der Lage, anhand von charakteristischen Geräuschen diese Fehler „zu hören“.
Bei einer aktuellen Anfrage ging es um Rissbildung in einer Kunststoffhülse, die während des Montagevorganges aufgepresst wird. Für eine zukünftige Prozessüberwachung sollte durch eine Vorortmessung geprüft werden, ob die Geräusche, die durch den Fehler entstehen, auch über eine objektive Messeinrichtung detektiert werden können. Wichtig war hierbei auch zu beurteilen, ob die Umgebungsbedingungen in den Produktionswerken dies zulassen.
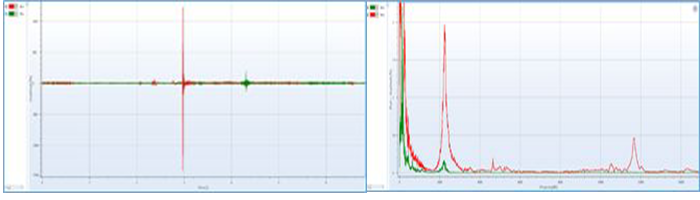
Die Ergebnisse waren eindeutig, da die Geräuschpegel bei der Rissentstehung um mindestens ein vielfaches höher sind als die Umgebungsgeräusche. Zeitsignale und Spektren zeigen hierbei deutliche Unterschiede (siehe Grafik oben).
In einem nächsten Schritt wurde ein Mietsystem installiert, um die Machbarkeit in der Serienproduktion sicherzustellen. Nach einer 4-wöchigen Validierungsphase konnte das SonicTC-Prüfsystem freigegeben werden und wurde erfolgreich für die Rissüberwachung an 6 Montageplätzen installiert.
automation
Integrationskit für Anlagenbauer
Die Nachfrage nach akustischer Qualitätsprüfung zur Integration in vorhandene und neue Fertigungs- oder Montagelinien wächst kontinuierlich. Die Akustikprüfung lässt sich sehr einfach Integrieren und bietet eine schnelle Qualitätsprüfung sowie eine effektive Qualitätssicherung.
RTE bietet für Automatisierer und OEM’s einfach zu installierende Integrationspakete an. Diese bestehen aus einer kundenspezifischen Softwarelizenz sowie einigen zur Integration notwendigen Elektronikkomponenten. Die Projektierung berücksichtigt dabei auch bereits vorhandene Komponenten wie z.B. Profibus, Profinet und Ethercat oder auch über analoge Schnittstellen oder Ankopplung an vorhandene Drehzahlgeber sowie auch die Einbausituationen der Mikrofone, Körperschallaufnehmer oder Laservibrometer.
Die akustische Prüftechnik ist eine vergleichende Prüftechnik und deshalb muss immer eine Machbarkeitsstudie anhand von Referenzteilen (IO/NIO) bereits im Vorfeld erfolgen Die Produktbemusterung und die Konfiguration der Prüfsoftware mit Serienteilen wird anschließend in der Anlage beim Automatisierer oder auch direkt beim OEM durchgeführt.
RTE unterstützt bei der Auswahl geeigneter Messtechnik und sorgt dafür, dass bereits vorhandene Steuerungen oder Messgeräte problemlos an das RTE Integrationskit angeschlossen werden können.
Dämpfungsmessung
an Bremsscheiben
Die Definition der Eigenfrequenzen findet bei modernen Bremssystemen bereits in der Designphase statt. Die Überprüfung der Eigenfrequenzen, besonders von Bremsscheiben, ist in der Produktion etabliert. Neben den Eigenfrequenzen ist jedoch auch die Dämpfung einer Frequenz entscheidend für die Geräuschentwicklung.
RTE hat schon seit vielen Jahren die Dämpfungsmessung bzw. Gütemessung an Bremsscheiben im Programm. Die Güte ist übrigens der Kehrwert der Dämpfung (unter Berücksichtigung eines Faktors).
Wichtig zu wissen:
- Jede Eigenfrequenz hat hierbei ein individuelles Abklingverhalten. Die Gütewerte für verschiedene Frequenzen sind damit ebenfalls unterschiedlich.
- Bei Rotationssymmetrischen Bauteilen (z.B. Bremsscheiben) ändert sich zudem der Wert der Güte in Abhängigkeit vom Anregepunkt entlang des Umfangs deutlich. 30 % Unterschied ist keine Seltenheit. Damit ist die Ermittlung der Güte von einer Bremsscheibe mit einer Anregung nicht reproduzierbar messbar.
RTE hat ein Prüfverfahren zusammen mit Firma Daimler entwickelt, das die automatische Ermittlung der Güte/Dämpfung einer Bremsscheibe ermöglicht. Hierbei wird für jede Frequenz mehrmals an verschiedenen Winkeln am Umfang entlang angeregt und gemessen.
Damit ist die Überwachung der Güte sowohl im Labor als auch in der Produktion reproduzierbar möglich.