RTE INDUSTRY SOLUTIONS AND CASE STUDIES
SERIAL MONITORING
INLINE NATURAL FREQUENCY MEASUREMENTS ON BRAKE DISCS
The trend of using natural frequency measurement to monitor brake discs and components has prompted RTE to develop novel solutions as the standard for universal industrial application. This novel, fully-automated inline system is designed to test brake discs with diameters of 230 to 480 mm. The system can be configured for a single brake disc or for mixed operation. A fully-automated selection of the testing mode and configuration of the appropriate type of sensor takes only a few seconds. This means that cycle times of less than 10 seconds can be achieved in serial production.
MATERIAL AND STRUCTURAL TESTING
Stone is naturally hard and durable. If it is to be used in industrial applications, it must have additional properties. Firebricks, for example, are manufactured to withstand high temperatures. These bricks have to meet high quality standards and therefore must be free of imperfections. This is where acoustic material testing can provide the necessary quality assurance.
In order to identify all interfering factors and to establish the required testing characteristics, however, extensive sampling is required. Different batches of fuel and raw material can be readily distinguished by their acoustic properties. By compensating for any interfering factors, any defects (cracks/texture) present can be detected. A robust testing system can be configured to detect specific defects.
GEARED PUMPS
Transmissions, drives and geared pumps in particular are subject to quality assurance in order to avoid problems for the user. This includes defects and imbalances in the gearing and bearings. Acoustic noise and vibration testing can be used to detect such defects, and SonicTC.NVH offers the most suitable methods and functions for these types of analyses and tests. The example shown here is the result of a vibration measurement on a geared pump by means of an accelerometer.
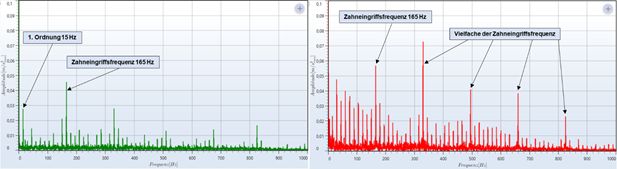
By analysing the modulation spectrum, the testing SonicTC.NVH software identifies defective gears (e.g. tooth defects) as faulty components.
In the modulation spectrum below, barely any conspicuous features can be seen for the non-defective component (in green). The first order vibration at 15 Hz and the tooth meshing frequency at 165 Hz are clearly visible. The spectrum for the faulty part with a defective tooth (red) exhibits distinctive features, even though these are quite small.
Such anomalies are characterised by the distinct appearance of sidebands as well as by multiples of the tooth meshing frequency. Defective gears generate additional modulation frequencies (Δf=15 Hz). The clearly-pronounced sidebands are to the left (30-150 Hz = lower sideband) and right (180-315 Hz = upper sideband) of the tooth meshing frequency (carrier frequency).
CRACK MONITORING
DURING THE ASSEMBLY PROCESS
In many cases, manufacturing defects, such as cracks, become acoustically noticeable during the manufacturing or assembly process. Employees are often able to “hear” these defects due to their characteristic sounds.
One recent request concerned the formation of cracks in a plastic sleeve subjected to pressure during the assembly process. To aid monitoring of the process in the future, an on-site measurement was required in order to check whether the noises caused by the defect could also be detected using an objective measuring system. It was also important to evaluate whether the prevailing ambient conditions in the production plants would be conducive for this type of monitoring.
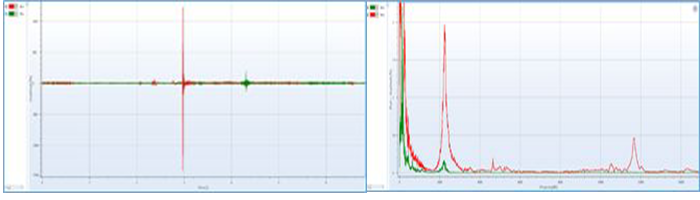
The results were unambiguous, since the noise levels during crack formation are at least several times higher than the ambient noise. Time signals and spectra also show marked differences (see graph above).
The next step was to install a trial system to ensure the feasibility of this application for serial production. After a four-week validation phase, the SonicTC testing system was approved and successfully installed for crack monitoring on 6 assembly stations.
AUTOMATION
INTEGRATION KIT FOR ASSEMBLY LINE CONSTRUCTORS
The demand for integrating acoustic quality testing into existing and new production or assembly lines is growing continuously. Acoustic inspection is very easy to integrate and provides fast quality testing and effective quality assurance.
RTE offers easy-to-install integration packages for automation companies and OEMs. These include of customer-specific software licensing as well as some of the electronic components required for the integration. The project planning also takes into account existing components such as ProfiBUS, ProfiNET, EtherCAT, analogue interfaces or interfaces to existing speed sensors, as well as the installation of microphones, acoustic emission sensors or laser vibrometers.
Acoustic testing technology is a comparative testing technology and therefore a feasibility study based on reference components (pass/fail) always needs to be performed initially. Product sampling and calibration of the testing software with serial parts is then carried out by the automation specialist or directly by the OEM.
RTE supports the selection of suitable measurement technology and ensures that pre-existing controllers or measurement devices can be easily connected to the RTE integration kit.
Industry-specific solutions
Q-Factor measurement of brake discs
The definition of natural frequencies is already a part of the design phase of modern braking systems. Natural frequency testing, particularly for brake discs, is common practice in the production process. In addition to the natural frequency, however, frequency damping is also critical in terms of noise generation.
RTE has been measuring the Q-Factor and damping properties of brake discs for many years now. Incidentally, Q-Factor is the inverse of damping (accounting for a correction factor).
It is important to understand that:
- Every natural frequency has its own individual decay characteristics. As a result, the Q-Factor values for different frequencies are also different.
- In the case of components with rotational symmetry (e.g. brake discs), the Q-Factor value varies significantly depending on where on the circumference the impulse is applied. Differences of up to 30 % are not uncommon. This makes it impossible to reproducibly measure the Q-Factor of a brake disc using this impulse approach.
Together with Daimler, RTE has developed a testing method to automatically determine the Q-Factor/damping of a brake disc. This is achieved by repeatedly applying a stimulus to the circumference of the disc at different angles and performing measurements for each individual frequency.
This approach enables reproducible Q-factor monitoring both in the laboratory and during production.